表征涂层的抗变形能力是一个有趣的主张。有人将抗冲击性(ASTM D2794)作为衡量柔韧性的金标准。实际上,一种尺寸并不总是适合所有尺寸。首先,让我们讨论影响灵活性的因素。基材的厚度和延展性对涂料的柔韧性有重大影响。例如,较厚规格的钢变形小于较薄的钢,因此涂层在相同条件下承受的应力较小。另外,膜的厚度会影响柔韧性。较薄的薄膜几乎总是比较厚的薄膜更具柔韧性,因此,保持涂层厚度在规格范围内非常重要。另一个因素是温度。暖涂层通常具有更大的柔韧性,而冷涂层在压力下更容易断裂。某些涂层规格要求零下温度才能测试变形性能。在指定温度下测试灵活性很重要。另一个问题–不同的金属(实际上是合金)具有不同的延展性。因此,20号3003级铝比20号1008级低碳钢变形要大得多。所以100英寸磅。冲击使3003铝变形的程度明显大于相同厚度的1008钢。
快速变形
常见的涂层柔韧性测试是由冲击测试仪引起的快速变形(ASTM D2794标准测试方法,用于有机涂层耐快速变形(冲击))。在北美,在校准点上举起4.0磅重的接触点半径为0.625英寸的半径,并将其掉落到涂层表面上。 距离(高度)乘以重量即可确定以英寸-磅为单位的力。该冲击在底材/涂层中产生凹痕。失效取决于不会导致涂层破裂的最大作用力。耐冲击性可以通过将重物落在涂层表面(正向冲击)或从涂层后面(反向冲击)来测量。ISO抗冲击标准(ISO 6272)在冲击点上使用了直径为20毫米的球,在冲击点上使用了1.0千克。重量。冲击以Nm(牛顿米)很好地引用。
耐冲击测试(方法6226 –联邦测试标准141B)在航空航天行业中更为常见。该测试还采用了类似ASTM D2794的落锤;但是,冲击头有两个侧面,每个侧面都有四个不同半径的冲击器。双面使用2024级铝基板,可以确定0.5%到60%的伸长率。
耐冲击性测试对于确定对涂层表面的突然机械冲击的固有抵抗力很有用。尽管它不精确,但它也是决定治疗的一个体面因素。大部分粉末涂料在完全交联之前无法达到最终的耐冲击性。


耐冲击测试
常见的涂层柔韧性测试是由冲击试验仪引起的快速变形(ASTM D2794标准测试方法,用于有机涂层耐快速变形(冲击))。在北美,在校准点上举起4.0磅重的接触点半径为0.625英寸的半径,并将其掉落到涂层表面上。 距离(高度)乘以重量即可确定以英寸-磅为单位的力。该冲击在底材/涂层中产生凹痕。失效取决于不会导致涂层破裂的最大作用力。耐冲击性可以通过将重物落在涂层表面(正向冲击)或从涂层后面(反向冲击)来测量。ISO抗冲击标准(ISO 6272)在冲击点上使用了直径为20毫米的球粉末涂料国家标准,在冲击点上使用了1.0千克。重量。冲击以Nm(牛顿米)很好地引用。

GE耐冲击测试(方法6226 –联邦测试标准141B)在航空航天行业中更为常见。该测试还采用了类似ASTM D2794的落锤;但是,冲击头有两个侧面,每个侧面都有四个不同半径的冲击器。双面使用2024级铝基板,可以确定0.5%到60%的伸长率。
耐冲击性测试对于确定对涂层表面的突然机械冲击的固有抵抗力很有用。尽管它不精确,但它也是决定治疗的一个体面因素。大部分粉末涂料在完全交联之前无法达到最终的耐冲击性。

弯曲试验
测量涂层的伸长性能需要一种缓慢的变形测试方法。如果涂料在固化后会进行某种类型的后成型,通常会指定这些测试。有时将涂层的薄板坯料用于紧固或压紧处理,以在组装中邻接薄板。进行缓慢变形测试可以确保涂层可以承受这种类型的应力。在其他情况下,缓慢变形只是体现涂层韧性的另一个特征。

“ T形弯曲”测试(检测仪器:弯曲试验仪)通常由预涂层-后成型涂料社区指定。ASTM D4145(ISO 17132)描述了如何进行此测试。基本上,将涂层的测试面板弯曲或折叠180°。第一个弯曲是“ 0-T”,表示在涂层面板的两个外表面之间没有面板厚度。检查涂层的弯曲边缘是否有裂纹。如果没有出现裂纹,则涂层的等级为“ 0-T”。如果破裂,则将测试面板再弯曲180°,这将导致测试面板外表面之间的面板厚度增加一倍。此条件表示“ 1-T”。检查涂层边缘。将测试面板反复折叠180°,直到在涂层边缘没有明显裂纹为止。合格表示为板的外表面之间存在的,没有涂层破裂的“厚度”的数量。
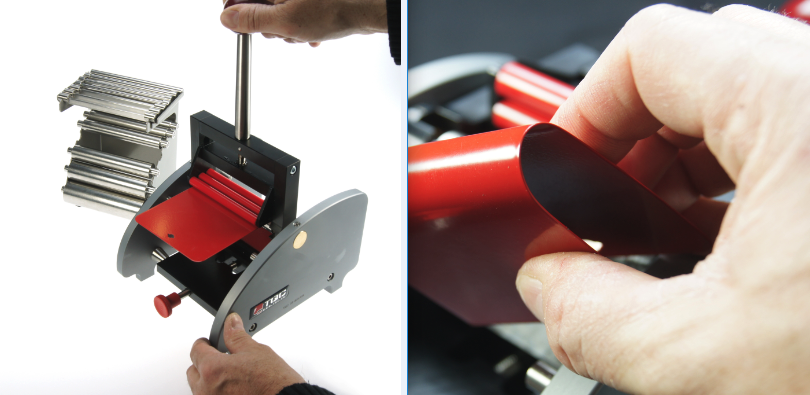
另一种慢速变形技术在ISO 1520油漆和清漆–杯形测试中进行了描述。该测试方法在欧洲最为普遍涂料品牌网,涉及到缓慢压入直径为20 mm的半球固定涂层测试板。当涂层在饰面中出现裂纹时,确定失效点。金属类型,规格和温度的上述问题均适用于此。用于此方法的测试设备以手动或自动仪器的形式出现。建议使用放大镜确定裂纹的起始点。
管道涂料行业使用CSA Z245.20中所述的缓慢变形测试。该测试要求用25毫米x 200毫米x 6.4毫米的钢试样涂覆不少于300微米(12密耳)的环氧粉末涂料。将涂覆的测试棒冷却至-30°C至少一小时粉末涂料国家标准,然后在液压机中通过心轴变形。该弯曲过程需要在取出冷却样品后的10秒钟内执行。
 微信扫一扫打赏
微信扫一扫打赏